
چگونگی ساخت کلکتور موتورخانه
جهت ساخت کلکتور موتورخانه با ما تماس بگیرید: 02191301310
آنچه در این مقاله میخوانید
چگونگی ساخت کلکتور موتورخانه
کلکتور موتورخانه یکی از تجهیزات مهم موتورخانه است که وظیفه توزیع آب گرم یا آب سرد را در سیستم لوله کشی موتورخانه بر عهده دارد. کلکتور موتورخانه باید به درستی طراحی و اجرا شود تا از عملکرد صحیح سیستم لوله کشی موتورخانه اطمینان حاصل شود. کلکتور یکی از بخشهای اساسی هر سیستم لولهکشی است که نیاز به توزیع و جمعآوری سیال دارد. در این مقاله سعی شده است بهنکات اجرایی ساخت کلکتور پرداخته شود.
در سیستمهای حرارت مرکزی آب در دیگ گرم میشود و از طریق لولهها به بخشهای مختلف ساختمان انتقال مییابد و پس از عبور از دستگاههای توزیع گرما، به دیگ برمیگردد.
بههمین منظور از پخشکنندهها (هدر) و جمعکنندهها (کلکتور) در سیستم توزیع گرما استفاده میشود که هردوی اینها به اشتباه کلکتور نامیده میشوند.
فرایند ساخت کلکتور

مراحل ساخت کلکتور موتورخانه
مراحل ساخت کلکتور موتورخانه به شرح زیر است:
- انتخاب جنس کلکتور
اولین مرحله در ساخت کلکتور موتورخانه، انتخاب جنس کلکتور است. جنس کلکتور باید به گونهای باشد که در برابر خوردگی و رطوبت مقاوم باشد. آلیاژهای مس، فولاد ضد زنگ و آلومینیوم از جمله رایجترین انواع جنسهای کلکتور موتورخانه هستند.
- طراحی کلکتور
پس از انتخاب جنس کلکتور، باید اقدام به طراحی کلکتور کرد. طراحی کلکتور باید مطابق با استانداردهای ایمنی انجام شود. از جمله نکات مهم در طراحی کلکتور موتورخانه میتوان به موارد زیر اشاره کرد:
- تعداد خروجیها: تعداد خروجیهای کلکتور باید متناسب با تعداد رادیاتورها یا مصرفکنندگان آب گرم یا آب سرد در موتورخانه انتخاب شود.
- قطر خروجیها: قطر خروجیهای کلکتور باید متناسب با قطر لولههای مصرفکننده آب گرم یا آب سرد انتخاب شود.
- ارتفاع کلکتور: ارتفاع کلکتور باید به گونهای باشد که از بازگشت آب به کلکتور جلوگیری شود.
- اجرای کلکتور
پس از طراحی کلکتور، باید اقدام به اجرای آن کرد. اجرای کلکتور باید توسط افراد متخصص و با تجربه انجام شود. از جمله نکات مهم در اجرای کلکتور موتورخانه میتوان به موارد زیر اشاره کرد:
- استفاده از مصالح با کیفیت در ساخت کلکتور موتورخانه: در اجرای کلکتور باید از مصالح با کیفیت و استاندارد استفاده شود.
- آب بندی کلکتور: کلکتور باید به خوبی آب بندی شود تا از نشت آب جلوگیری شود.
- نصب صحیح کلکتور: کلکتور باید به طور صحیح نصب شود تا از عملکرد صحیح آن اطمینان حاصل شود.
انواع کلکتور موتورخانه
کلکتور موتورخانه بر اساس جنس به سه دسته اصلی تقسیم میشوند:
- کلکتور مسی: کلکتور مسی از پرکاربردترین انواع کلکتور موتورخانه هستند. این کلکتورها در برابر خوردگی و رطوبت مقاوم هستند و دارای طول عمر بالایی هستند.
- کلکتور فولادی ضد زنگ: کلکتور فولادی ضد زنگ از مقاومت بالایی در برابر خوردگی و رطوبت برخوردار هستند. این کلکتورها برای موتورخانههای صنعتی و تجاری مناسب هستند.
- کلکتور آلومینیومی: کلکتور آلومینیومی از قیمت پایینتری نسبت به سایر انواع کلکتورها برخوردار هستند. این کلکتورها برای موتورخانههای کوچک و خانگی مناسب هستند.
نکات ایمنی در ساخت کلکتور موتورخانه
در ساخت کلکتور موتورخانه باید نکات ایمنی زیر رعایت شود:
- کلکتور باید به طور کامل آب بندی شود تا از نشت آب جلوگیری شود.
- کلکتور باید به طور صحیح نصب شود تا از عملکرد صحیح آن اطمینان حاصل شود.
- کلکتور باید به طور مرتب سرویس و نگهداری شود تا از بروز مشکلات احتمالی جلوگیری شود.
ساخت کلکتور موتورخانه یک کار تخصصی است که باید توسط افراد متخصص و با تجربه انجام شود. رعایت نکات ایمنی در ساخت کلکتور موتورخانه از اهمیت بالایی برخوردار است تا از عملکرد صحیح سیستم لوله کشی موتورخانه اطمینان حاصل شود.
تعیین قطر کلکتور و طول کلکتور
پارامترهای مؤثر در محاسبه قطر كلكتور
قطر لولههای انشعاب
تعداد انشعاب
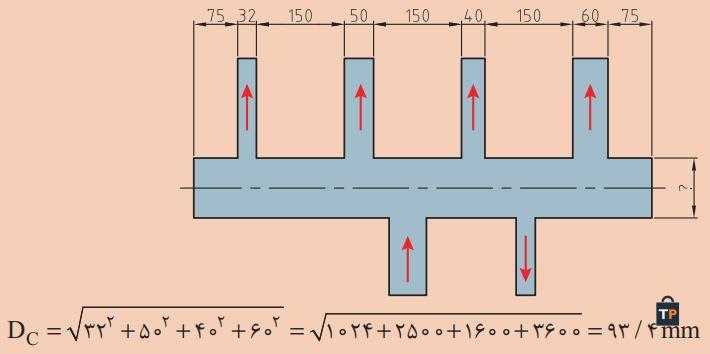
محاسبه قطر کلکتور از طریق رابطه زیر تعیین میگردد: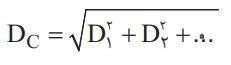 در رابطه فوق واحد دو طرف معادله باید یکی باشد:
در رابطه فوق واحد دو طرف معادله باید یکی باشد: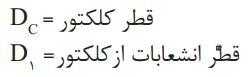 فاصله بین انشعابها و طول کلکتور براساس تعداد خروجیها و ورودیهای کلکتور و قطر لولههای انشعاب تعیین میگردد و باید به گونهای طراحی و ساخته شود تا امکان تعویض و سرویس شیرهای آن به آسانی امکانپذیر باشد.
فاصله بین انشعابها و طول کلکتور براساس تعداد خروجیها و ورودیهای کلکتور و قطر لولههای انشعاب تعیین میگردد و باید به گونهای طراحی و ساخته شود تا امکان تعویض و سرویس شیرهای آن به آسانی امکانپذیر باشد.
کلکتورهای آب عموماً به صورت افقی ساخته و نصب میشوند. هر کلکتور باید یک شیر تخلیه از نوع کف فلزی داشته باشد.
در صورتی که وزن کلکتور زیاد باشد روی پایه مستقر میشود.مثال:
در شکل زیر قطر کلکتور را محاسبه میکنیمبا توجه به اینکه اندازه به دست آمده در بازار موجود نمیباشد لذا قطر کلکتور را با یک سایز بالاتر یعنی 100 میلیمتر انتخاب میشود.
حداکثر قطر نامی لوله انشعاب از لوله اصلی با اتصال جوشی، مطابق جدول زیر میباشد:
برای محاسبه طول کلکتور از رابطه زیر استفاده میشود: مثال:
مثال:
طول کلکتوری که دارای انشعابات خروجی به قطر 25، 32 ، 50 و 80 میلیمتر میباشد را بهدست آورید.
L = 75 + 25 +150 + 32 + 150 + 50 + 150 + 80+ 75 = 787 mm
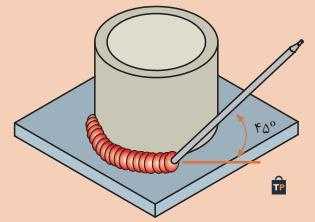
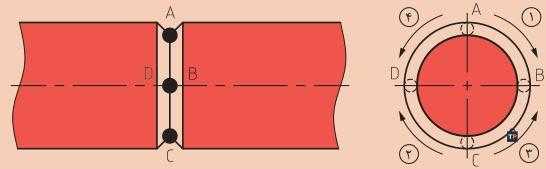
جوش كاری لوله به ورق
با استفاده از مراحل انجام کار نسبت به جوشکاری لوله به ورق اقدام مینماییم.
مراحل انجام كار:
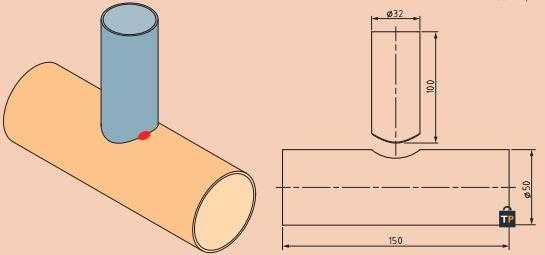
- قطعه کار را مطابق شکل آماده کنید.
- پس از ثابت کردن لولهها اقدام به جوشکاری نمایید.
- پس از اتمام عملیات جوشکاری قطعه کار را سرد کنید و تحویل مربی دهید.
- ابزار کار را جمعآوری نموده و به انبار تحویل دهید.
 |
 |
نكته ایمنی
- از ماسک با شیشه مناسب استفاده کنید.
- در حین جوشکاری دقت کنید مذاب و تکههای جوش روی لباس شما نریزد.
- ته الکترود را بر روی وسایل اشتعالزا نیندازید.
- الکترودهایی که مصرف نشده است در محل مناسب نگهداری و در فعالیت بعدی کارگاهی استفاده کنید.
جوش كاری لوله به صورت تبدیلی
ابتدا با استفاده از مراحل انجام کار نسبت به جوشکاری لوله به صورت تبدیلی اقدام نمایید.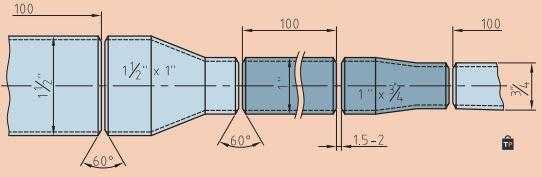
 قبل از شروع به کار، لباس کار مناسب بپوشید.
قبل از شروع به کار، لباس کار مناسب بپوشید.
مراحل انجام كار:
- ابتدا سه قطعه لوله در اندازههای 100میلیمتر با قطر ،25 ،40و 20میلیمتر را با لوله بر ببرید.
- دستگاه جوش را برای جوشکاری آماده کنید.
- لوله 40میلیمتر را کنارتبدیل 25 × 40میلیمتر قرار داده و یک نقطه را خال جوش بزنید.
- دورتادور محل اتصال را جوشکاری نموده و برای مراحل بعدی کار نگه دارید.
- تبدیل 20× 25 میلیمتر را سربهسر لوله 20میلیمتر قرار داده خالجوش زده و مانند مراحل قبل، پس از حصول اطمینان از هم محور بودن، خالجوشها را تکمیل کنید.
- دورتادور اتصال این دو قطعه را جوشکاری نموده و برای مراحل بعدی کار نگه دارید.
- لوله 25 میلیمتر را سربه سر تبدیل 20×25 میلیمتر قرار داده و خالجوش بزنید.
- دورتادور محل اتصال را جوشکاری نمایید.
- قطعه کار آماده شده را از طرف تبدیل 25 میلیمتر به قطعه کار دوم از طرف لوله 25 میلیمتر اتصال دهید.
نكات ایمنی
- در طول انجام کار از هم محور بودن قطعات قبل از جوش نهایی اطمینان حاصل کنید.
- پس از اتمام کار کلیه لوازم و تجهیزات را جمع آوري و محل کار خود را تمیز کنید.
- از ماسک با شیشه مناسب استفاده کنید.
- در حین جوشکاری دقت کنید مذاب و تکههای جوش روی لباس شما نریزد.
- ته الکترود را بر روي وسایل اشتعالزا نیندازید.
- الکترودهایی که مصرف نشده است در محل مناسب نگهداری و در فعالیت بعدی کارگاهی استفاده کنید.
اصول کار با دستگاه برش کاری اکسی استیلن
برش كاری اكسی گاز (OFC)
به مجموعهای از فرایندهای برشکاری با اکسیژن میگویند که در آن از یک واکنش گرماده بین اکسیژن و یک ماده سوختني به منظور بالا بردن دماي سطح فلز استفاده میشود، سپس اکسیژن با فشار زیاد برای انجام برشکاری به محل ذوب افزوده میشود.
مراحل برش كاری اكسی گاز (OFC)
مرحله اول: گاز اکسیژن و گاز سوختنی در داخل مشعل 2 با هم ترکیب شده و به صورتی که در شکل نشان داده شده است به سمت نازل هدایت میشوند. این وظیفه بهعهده سوراخهای محیطی نازل انجام میشود.
گاز ترکیبی بلافاصله پس از خروج از نازل مشتعل میشود، که این اشتعال باعث بالا رفتن دمای سطح قطعه تا مرز سرخ شدن میشود، این دما برای فولاد بین 700تا 900 درجه میباشد.
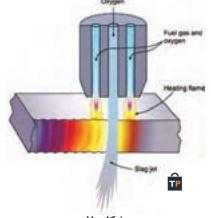
مرحله دوم: خروجی مرکزی نازل، گاز اکسیژن را با فشار زیاد به سمت منطقه پیشگرم شده پرتاب میکند، که این امر باعث ایجاد یک واکنش شیمیایی شدیداً گرمازا بین اکسیژن و فلز شده و منجر به تشکیل اکسید آهن و شروع برشکاری میشود.
مرحله سوم: حرکت در مسیر برشکاری و تداوم فشار اکسیژن اضافی از مرکز نازل باعث میشود تا اکسید آهنی که به دلیل واکنش شیمیایی بین اکسیژن و فلز تشکیل شده است به سمت بیرون پرتاب شده و برشکاری ادامه یابد.
 |
 |
 |
 |
مشخصات گازهای سوختنی رایج در برش كاری 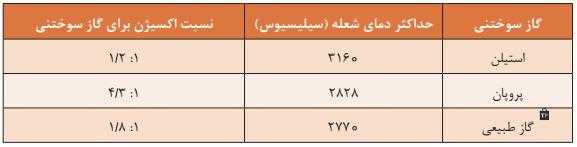
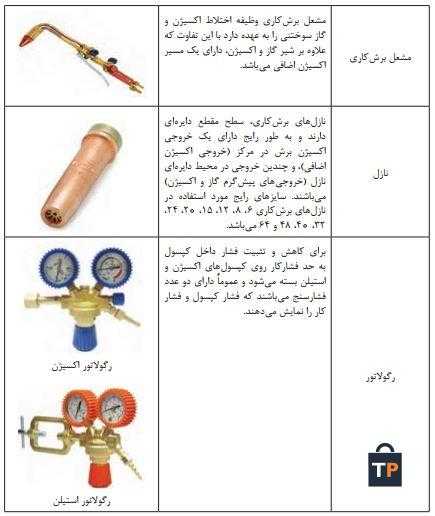
تجهیزات مورد نیاز برای برش كاری


 مشعل را روشن کنید و شعله مناسب را تنظیم نمایید.
مشعل را روشن کنید و شعله مناسب را تنظیم نمایید.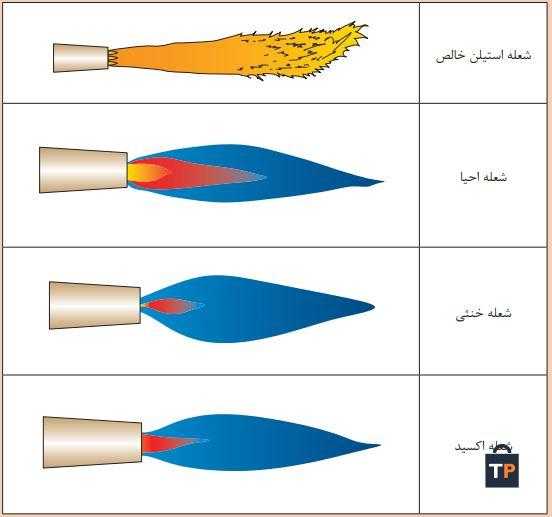 با اضافه شدن هر چه بیشتر اکسیژن از شعله احیا به شعله اکسید که مد نظر ما برای برشکاری است میرسیم.
با اضافه شدن هر چه بیشتر اکسیژن از شعله احیا به شعله اکسید که مد نظر ما برای برشکاری است میرسیم.
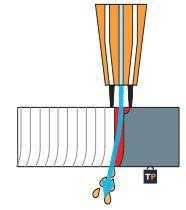
تكنیک برش کاری ساده
پس از تنظیم مناسب شعله، پیشنهاد میشود مشعل را در دست چپ نگه داشته و از دست راست برای حرکت دادن مشعل در امتداد خط برش استفاده نمایید. از شست دست راست برای به کار انداختن اهرم اکسیژن برش استفاده کنید. نوک مخروط شعله گرمکننده حدود 1/5 میلیمتر بالاتر از سطح ورق نگه داشته میشود.
نوک مخروط شعله گرمکننده حدود 1/5 میلیمتر بالاتر از سطح ورق نگه داشته میشود.
وقتی ابتدای ورق فلزی به رنگ قرمز روشن درآمد، اهرم اکسیژن اضافی را فشار دهید و عمل بریدن شروع میشود.
برای بریدن قائم سر مشعل برش باید از تمام جهات به سطح ورق عمود باشد.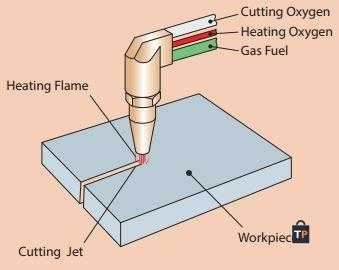 پس از پایان برشکاری شعله را خاموش کنید.
پس از پایان برشکاری شعله را خاموش کنید.
برای این کار ابتدا شیر گاز سوختنی و سپس شیر اکسیژن را ببندید.
قطعه کار را با راهنمایی هنرآموز خود سرد نموده و بررسی نمایید.
نكته
بستن شیرهای گاز و اکسیژن روی مشعل صرفاً مواقعی مناسب است که برای مدت کمی از دستگاه استفاده نمیشود.
مواقعی که زمان زیادی دستگاه مورد استفاده قرار نمیگیرد بهتر است کارهای زیر انجام شود:
- شیرهای گاز روی مشعل بسته شود.
- شیرهای هر دو کپسول گاز و اکسیژن بسته شود.
- شیر اکسیژن روی مشعل را باز کنید و اجازه بدهید اکسیژن به طور کامل از آن خارج شود تا زمانی که فشار مانومتر به صفر برسد.
- مانومتر اکسیژن را باز کنید.
- همین عملیات را در مورد کپسول استیلن انجام دهید.
- کلیه تجهیزات مانند شیلنگ، کپسول، مشعل و مانومتر را در جای امن قرار دهید.
برش کاری ورق با سربک
ابتدا با استفاده از مراحل انجام کار نسبت به برش ورق آهنی به ابعاد 20×15 سانتیمتر و ضخامت 8 میلیمتر اقدام نمایید.
مراحل انجام كار:
- سطح قطعه کار را از روغن و اکسید تمیز نمایید.
- سطح ورق 8میليمتر را با گچ به ابعاد 20×15سانتیمتر خطکشی نمایید.
- نازل مناسب را انتخاب کنید.
- فشار رگولاتورها را تنظیم کنید.
- طبق روش برشکاری بیان شده نسبت به برش ورق اقدام کنید.
- پس از برشکاری شیرهای کپسول را بسته و مشعل را در جای مناسب قرار دهید.
نكات ایمنی
- هرگز کپسول را بر روی زمین در حالت خوابیده قرار ندهید.
- قبل از شروع جوشکاری از سالم بودن شیلنگ گاز اطمینان حاصل کنید.
- به هیچ عنوان از عینک غیر مناسب و غیراستاندارد جوشکاری گاز استفاده نکنید.
- برای روشن کردن سربک برش، حتماً از فندک مخصوص استفاده نمایید.
- هنگام روشن کردن سربک جهت آن به سمت افراد یا مواد آتشزا نباشد.
- در هنگام عملیات برشکاری فن هواکش را روشن کنید
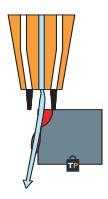
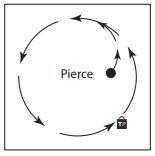
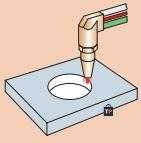
تکنیک سوراخ کاری با شعله
برای سوراخ کاری با شعله ابتدا باید نازلی با یک سایز بیشتر انتخاب کنید.
فشار گاز اکسیژن را جهت کاهش تمایل برگشت گل اکسید به نوک مشعل، روی 25PSI تنظیم کنید.
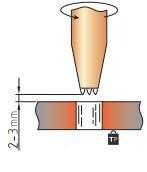
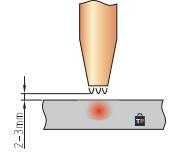
با توجه به ضخامت، قطعه کار را تا دمای سرخ شدن گرما دهید. (فاصله نوک مشعل تا قطعه 3ـ 2میلیمتر)
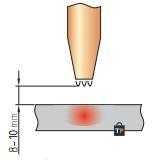
پس از اینکه رنگ قطعه به قرمز روشن تبدیل شد، به آهستگی مشعل را بالا میآوریم. (فاصله سر مشعل تا قطعه کار 10ـ 8 میلیمتر.)
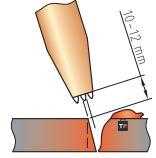
به آرامی مشعل را زاویه میدهیم و اهرم اکسیژن را کمی فشار میدهیم تا یک لایه از روی سطح جدا شود، با این کار به گل اکسید اجازه دهید از اطراف نازل به بیرون پرتاب و باعث آسیب دیدن نازل نشود. (فاصله نوک مشعل تا قطعه 12ـ 10 میلیمتر.)
پس از سوراخ شدن قطعه مشعل را به آرامی پایین آورده و اهرم اکسیژن را سریع و به طور کامل فشار دهید. (فاصله نوک مشعل تا قطعه 2ـ 3میلیمتر)
در صورت نیاز با حرکت دورانی قطر سوراخ را افزایش دهید.
 |
 |
 |
 |
 |
سوراخكاری ورق با سربک
مراحل انجام كار:
- سطح قطعه کار را با روغن و اکسید تمیز نمایید.
- نازل مناسب را انتخاب کنید.
- فشار رگولاتورها را تنظیم کنید.
- مرکز صفحه کار قبلی را مشخص نموده و دایرهای به قطر 100 میليمتر را با گچ مخصوص ترسیم کنید.
- محل خطکشی شده را برش بزنید.
پس از برشکاری شیرهای کپسول را بسته و مشعل را در جای مناسب قرار دهید.
 نكات ایمنی
نكات ایمنی
- هرگز کپسول را بر روی زمین در حالت خوابیده قرار ندهید.
- قبل از شروع جوشکاری از سالم بودن شیلنگ گاز اطمینان حاصل کنید.
- به هیچ عنوان از عینک غیرمناسب و غیر استاندارد جوشکاری گاز استفاده نکنید.
- برای روشن کردن سربک برش، حتماً از فندک مخصوص استفاده نمایید.
- هنگام روشن کردن سربک جهت آن به سمت افراد یا مواد آتشزا نباشد.
- در هنگام عملیات برشکاری فن هواکش را روشن کنید.
- با استفاده از مراحل انجام کار نسبت به برش ورق اقدام نمایید.
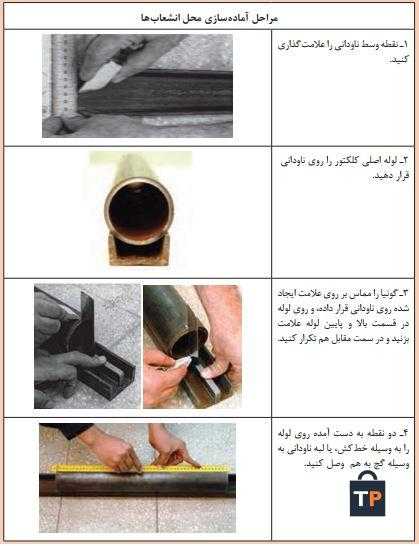
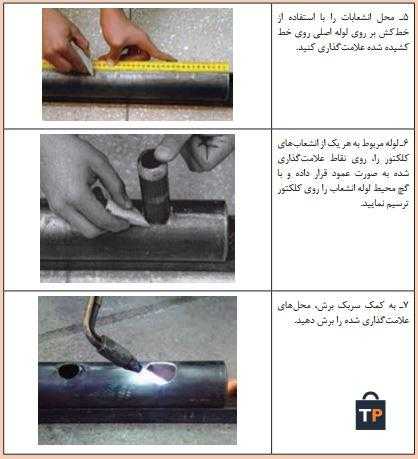
روش آماده سازی محل انشعابها
 آماده سازی لولە انشعاب
آماده سازی لولە انشعاب
آماده سازی لوله انشعاب را میتوان با یکی از وسایل و روشهای زیر انجام داد. مراحل آماده سازی و اتصال لوله انشعاب
مراحل آماده سازی و اتصال لوله انشعاب  یکی از روشهای آماده سازی لوله انشعاب استفاده از روش تجربی میباشد که به شرح آن میپردازیم.
یکی از روشهای آماده سازی لوله انشعاب استفاده از روش تجربی میباشد که به شرح آن میپردازیم.
 نكته
نكته
- کلکتور باید از لوله فولادی سیاه ساخته شود انتخاب نوع لوله باید با رعایت شرایط کار سیستم (دمای کار ـ فشار کار) صورت گیرد. استاندارد لولهای که برای کلکتور انتخاب میشود باید با استاندارد سیستم
- لولهکشی که کلکتور در آن نصب میشود کاملا ً یکی باشد.
- قطر نامی لولههای انشعاب باید کمتر از نصف قطر نامی کلکتور باشند.
- کلکتورها باید از لوله فولادی سیاه مخصوص اتصال جوشی باشند.
- اتصال لولههای انشعاب به کلکتور باید از نوع جوشی باشند.
- قطر کلکتور در هر صورت نباید کمتر از 3 اینچ باشد
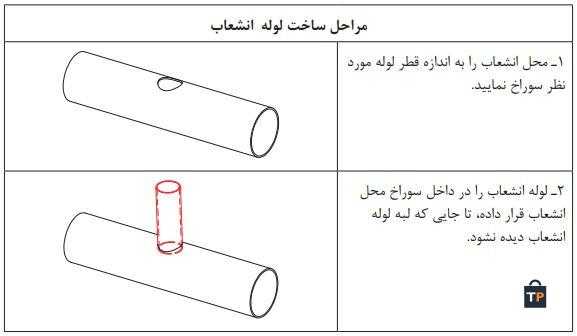
ساخت سه راه تبدیل 90 درجه
با توجه به مراحل انجام کار نسبت به ساخت سه راه تبدیل 90 درجه اقدام نمایید.
 |
 |
قبل از شروع به کار، لباس کار مناسب بپوشید.
نکات ایمنی را در مراحل انجام کار، رعایت نمایید.
مراحل انجام كار:
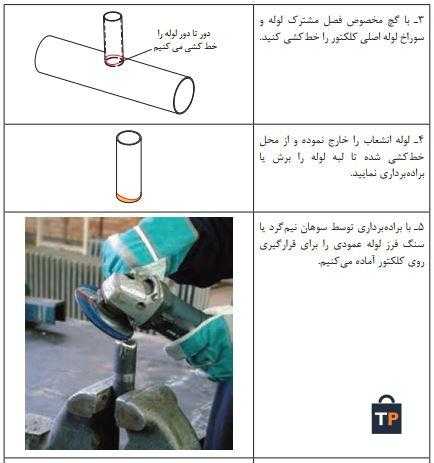
- محل انشعاب را علامتگذاري و سپس سوراخ کنید.
- مطابق روش کار ارائه شده برای لوله انشعاب، مراحل کار را به ترتیب انجام دهید.
- دستگاه جوش را برای جوشکاری آماده کنید.
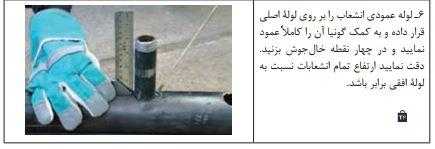
- دو قطعه را مطابق شکل قرار داده، خالجوش بزنید و با استفاده از گونیا از عمود بودن لوله انشعاب مطمئن شوید.
نكات ایمنی
از ماسک، دستکش و تجهیزات مناسب جوشکاری استفاده کنید.
پس از اتمام کار کلیه لوازم و تجهیزات را جمعآوری و محل کار خود را تمیز کنید.
ساخت كلكتور جوشی
با توجه به مراحل انجام کار نسبت به ساخت کلکتور جوشی اقدام نمایید.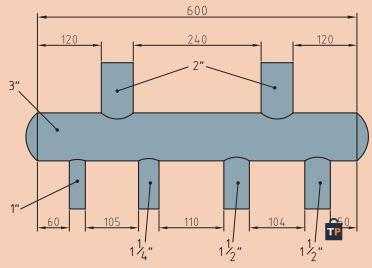 قبل از شروع به کار، لباس کار مناسب بپوشید.
قبل از شروع به کار، لباس کار مناسب بپوشید.
نکات ایمنی را در مراحل انجام کار، رعایت نمایید.
از دست زدن به لولههای جوشکاری شده بدون دستکش پرهیز نمایید.
دقت کنید هنگام تمیزکردن گلهای جوش، روی دست و پای شما نریزد.
مراحل انجام كار:
- مطابق مراحل ساخت لوله انشعاب و کلکتور، ساخت کلکتور را انجام دهید.
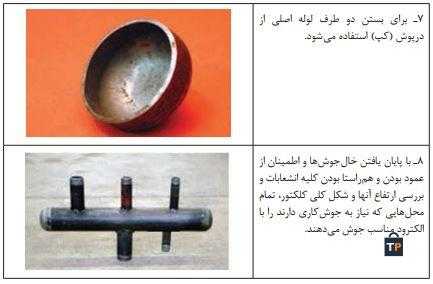
- قبلا ًاز نصب کپها حتماً از تمیز بودن داخل لوله اصلی کلکتور اطمینان حاصل کنید.
- لولههای انشعاب باید کاملا ًعمود باشند لذا قبل از تکمیل جوشکاری با گونیا از صحت آن مطلع شوید.
تست كلكتور
پس از ساخت کلکتور ، کلکتور را تست آببندی نمایید.
قبل از شروع به کار، لباس کار مناسب بپوشید.
هنگام استفاده از دستگاه تست فشار از سالم بودن شیلنگ و محکم بودن آن اطمینان حاصل کنید.
مراحل انجام كار
- دستگاه تست فشار را روي یکي از انشعابات کلکتور بسته و بقیه قسمتها را با در پوش ببندید.
- فشار داخل کلکتور را حداقل تا 7 بار افزایش دهید.
- در صورت وجود نشتی، آب را تخلیه و محل نشت را ابتدا با فرز و سمباده تمیز نموده و سپس جوشکاری را ترمیم نمایید.
- مراحل تست را مجدد تکرار نمایید.
- آب داخل ظرف تست را دور نریزید و برای انجام کارهای بعدی در ظرف نگهدارید.
همچنین می توانید فایل زیر را مطالعه کنید.
